臺達變頻器在并列式連續拉絲機上的應用
發布時間:2019-08-05 10:01:50來源:
臺達變頻器在并列式連續拉絲機上的應用
1 引言
拉絲機是金屬線材加工中的重要設備,用于將金屬原材加工成各種規格線材。拉絲機由放線、拉絲、水冷、收線及排線等部分組成,其中電氣傳動部份主要由放線電機,收線電機及排線電機實現,其生產質量和效率對于企業來講至關重要。拉絲機可分為滑輪式、活套式、直線式三種。從產品終端來說,拉絲機可以分為大拉機,中拉機,小拉機,微拉機;而從拉絲機內部控制方式和結構來說,可以分為水箱式,滑輪式,直進式等主要的幾種。對于不同要求,不同精度不同規格的產品,不同的金屬種類,可選擇不同規格的拉絲機械。對于銅鋁基材的電線電纜生產企業,雙變頻控制的細拉機應用比較廣泛,相對而言,其要求的控制性能也較低,而對于大部分鋼絲生產企業,針對鋼材特性,其精度要求和拉拔穩定度高,因此使用直進式拉絲機較多,不同的拉絲機械,其工作過程基本相同:
放線:l 金屬絲的放線速度,對于整個拉絲機環節來說,其控制沒有過高精度要求,對部分雙變頻控制的拉絲機械,甚至可以利用拉絲環節的絲線張力通過圓盤拉伸。對大部分拉絲機械,放線的控制是通過變頻器驅動放線機實現的。
拉絲:l 拉絲環節是拉絲機比較為重要的環節。不同金屬物料,不同的產品精度和要求,拉絲環節有很大的不同,雙變頻控制拉絲機拉絲部分與放線部分共用一臺電機,金屬絲通過內部塔輪的導引,經過模具而逐步拉伸。而直進式拉絲機拉伸效率較高,對每一道拉絲工序,都需要一臺電機帶動,因此其控制也比較為復雜。(歡迎來電咨詢 河南廣潤自動化設備有限公司 網址:m.xtze.cn 手機:15515598858 )
收線:l 收線環節的工作速度決定了整個拉絲機械的生產效率。
2并列式連續拉絲機結構
并列式連續拉絲機是一種用于拉拔金屬線材的直進式連續拉絲機,將組成一臺或兩臺連續拉絲機的所有單拉絲機按2~4列并排分布并以水平形式同時安置在一個帶有垂直平面的機架上,將所有的模盒裝置也設在機架上并使之與水平面成一定夾角,產品具有占地少、有利于提高勞動生產率及實現衛生和文明化生產。
本文以西安某公司生產的并列式拉絲機為設計案例。并列式連續拉絲機是平行排列成2-4列的直進式連續拉絲機,其傳動、潤滑、冷卻及控制與直立直進式拉絲機相同。整機外觀圖示如圖1所示。

圖1 并列式拉絲機
本機器共有10個塔輪,1個牽引輪,1個收卷輪,11個模具,以及11根擺桿,比較大進線直徑2.4mm,比較小出線直徑0.3mm,比較高線速度2.5m/s。塔輪直徑均為250mm,牽引輪直徑為360mm,收卷輪比較小直徑為280mm。原料線材通過11個模具的11級拉伸,變成需要線徑的成品線材。每個塔輪由1臺電機控制,牽引輪和收卷輪也分別由1臺電機控制。每臺塔輪配置擺桿一根,作為恒張力控制時使用。每臺電機都通過減速機與機械連接,減速比如下表1所示(減速比G為負載側齒輪/電機側齒輪)。整機結構示意圖如圖2所示。
表1 減速機減速比
對應電機位置 | 減速比G | 對應電機位置 | 減速比G |
塔輪1 | 19.71 | 塔輪7 | 10.47 |
塔輪2 | 17.11 | 塔輪8 | 9.85 |
塔輪3 | 15.62 | 塔輪9 | 8.73 |
塔輪4 | 14.55 | 塔輪10 | 7.67 |
塔輪5 | 12.69 | 牽引輪 | 10.47 |
塔輪6 | 11.89 | 收卷輪 | 9.27 |
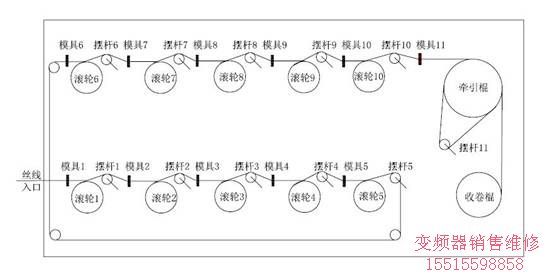
圖2 整機結構示意
3 基于臺達BW系列變頻器的并列式拉絲機
3.1 控制原理(歡迎來電咨詢 河南廣潤自動化設備有限公司 網址:m.xtze.cn 手機:15515598858 )
并列式拉絲機的變頻恒張力驅動目的是為了保證在運行過程中絲線的張力恒定。根據機械結構和材料的不同,恒張力控制的方法一般分為兩種:1直接控制電機輸出轉矩,2通過控制速度恒定來保證張力的恒定。通過對機械結構的分析,本項目采用通過控制速度的方法來間接控制張力的恒定。
由于并列式拉絲機由11組牽伸機構和1組收卷機構組成,所以我們單獨對一組牽伸機構和一組收卷機構來進行控制原理的分析。圖3為一組牽伸機構的結構示意圖。
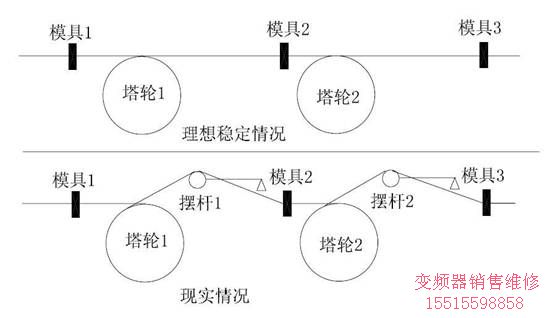
圖3 牽伸機構的結構
在運行過程中保證擺桿處于設定的平衡位置不出現波動,就可以認定牽伸過程中絲線上的張力是恒定的。所以我們可以將其控制分為兩個過程來進行:穩定過程和自調節過程。
穩定運行過程中,我們將條件理想化(排除其他不穩定因素的影響),擺桿將停在設定的位置不出現波動,塔輪只需要按照計算出來的理論線速度運行就可以保證絲線張力恒定,此過程只需要知道每級牽伸機構中塔輪的理論線速度即可;由于機械一旦制造完成,塔輪的直徑以及電機端的減速比就已經確定,從塔輪的理論線速度就可以計算出電機的實際運行轉速,也就是變頻器需要運行的頻率。
在運行過程中會出現很多的不穩定因素,例如絲線的打滑,機械摩擦力變化等原因,擺桿不可能固定不動,于是就需要變頻器對擺桿的變化做出響應,通過速度的變化來達到讓擺桿穩定的目的,這個就是自調節的過程。通過變頻器對擺桿信號進行PID的運算,就可以達到這個目的。圖4為牽引驅動機構參數的詳細示意圖,讓我們看看圖中變量之間的關系。
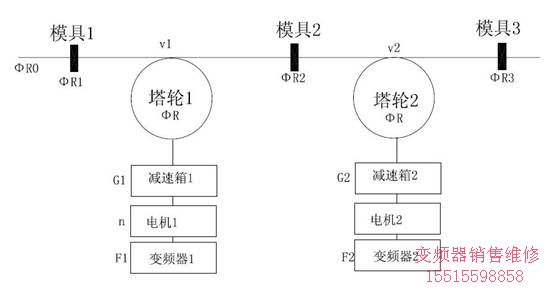
圖4 牽引驅動參數
圖4中假設塔輪直徑為R,模具1直徑為R1,模具2直徑為R2,模具3直徑為R3,進線直徑為R0,電機1減速齒輪比為G1,電機2減速齒輪比為G2,變頻器1指令頻率為F1,變頻器2指令頻率為F2,塔輪1上的線速度為v1,塔輪2上線速度為v2,n為電機1轉速,s為電機1轉差率,p為電機1級對數,t為時間。G1定義為(負載側齒輪10-24/電機側齒輪10-23)。
牽伸機構中,由于模具大小不一樣,根據單位時間內通過模具的材料體積相等的前提條件,
我們知道:(R1/2)² *π *v1 *t = (R2/2)² *π * v2 *t
R1² * v1 = R2² * v2 …………………………①
由于R1,R2已知,根據v1就可以計算出v2。
而 v1 = π * R * n / G1, n = F1 * 60 * (1-s) / p
v1 = π * R * F1 * 60 * (1-s) / (G1 * p)
F1 = G1 * p * v1 / (60 * π * R * (1-s)) …………………………②
通過以上①②公式,就可以計算出每一級牽伸的理論線速度和理論頻率。
圖5為收卷機構的結構示意圖。
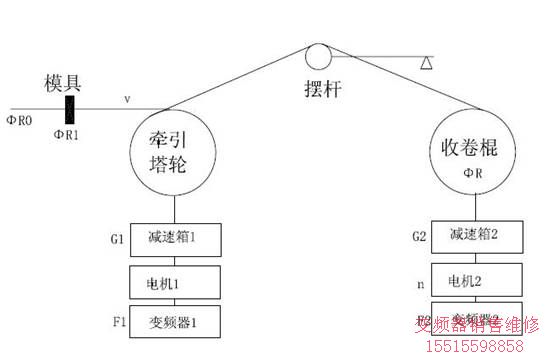
圖5 收卷機構的結構示意
收卷機構的控制原理與牽伸機構有兩點不同:1收卷機構與牽引機構的線速度是同一的;2收卷機構中收卷棍的卷徑是會隨著電機運轉而發生變化的,牽伸機構中的卷徑是固定的。所以對于控制收卷棍的變頻器,還需要將R的變化考慮進去,時時更新R值。原理公式同上式②。