新型玻璃原料配料控制系統的開發及應用
發布時間:2019-08-02 16:22:13來源:
目前國內多數玻璃工廠使用的配料控制系統是2O世紀8O年代開發的。主要由計算機、配料控制器、PLC、給料控制裝置等組成。配料控制器控制每臺秤的補料、排料,PLC控制配料時序,計算機對整個配料過程進行監控和管理。這種系統的配料控制器、PLC、計算機之間存在大量的數據交換。
2 傳統配料控制系統的主要不足
(1)系統硬件線路復雜
傳統配料控制系統中配料控制器與PLC、配料控制器與給料控制裝置、PLC與給料控制裝置之間有大量的I/O接口,每臺秤的配料控制器與計算機都有通訊網線。這樣的系統結構決定了其硬件線路的較為復雜性。 .
(2)計算機與配料控制器的通訊可靠性差
由于計算機沒有專用的與配料控制器通訊的軟件,計算機與配料控制器的通訊軟件是各配料系統
供應商自己用“VB”或“VC”等語言編程進行通訊的,考慮難免不周,控制過程會出現通訊不暢、實時采用數據不正確等問題。
(3)系統可靠性不高
由于浮法玻璃配料是長期連續工作的,系統硬件線路的復雜及計算機與配料控制器的通訊可靠性差決定了其系統可靠性不高、故障排查難、維修不方便。
3 新型配料控制系統的構成
(1)新型配料控制系統的結構及原理
隨著電子技術的迅猛發展,PLC的功能越來越強,越來越多地應用于各種控制領域。PLC已從傳統的順序控制發展為對各種工業需求的控制,其中就有專門應用于配料的配料控制模塊,實現配料控制。支持PLC的計算機控制軟件也越來越多,世界上主要的計算機控制軟件都能支持主流的PLC,使
計算機與PLC的數據交換變得簡單、可靠。
西門子公司的PLC是世界上比較優秀的PLC之一,其SIWAREX稱重模塊就是應用于S7―300、S7― 400 PLC的配料模塊。
新型配料控制系統是以PLC稱重模塊代替配料控制器,使整個配料過程在PLC的全程控制下進行。
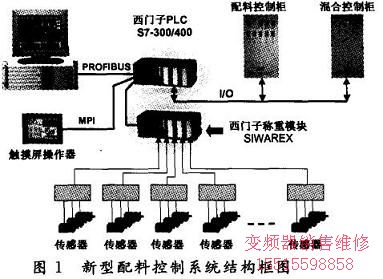
新型配料控制系統由計算機、PLC、給料控制裝置等組成,其控制結構見圖1。
每臺秤的傳感器信號直接進入對應的稱重模塊,計算機與PLC之間通過PROFIBUS通訊協議通訊,PLC根據配料時序直接控制每臺秤每種料的補料、排料。
觸摸屏作為計算機控制的后備控制器。當計算機系統不能正常工作時,觸摸屏承擔配料系統的管理及各種配料參數修改功能,使系統能繼續正常配料,從而進一步提高了系統的可靠性。觸摸屏與PLC通過MPI協議通訊。
(2)新型配料控制系統的硬件設備
計算機系統采用優質的工控機或服務器,確保計算機系統可靠工作。
PLC采用西門子S7―300、S7―400 PLC。從功能上講S7―300、S7―400都能實現控制,考慮到S7―400要比S7―300貴很多,從考慮系統成本的角度,一般用S7―300。當CPU要冗余時,采用S7― 400和ET200的組合。觸摸屏采用能與西門子S7系列PLC通訊的產品,如DIGITAL或GE等公司的產品。
電磁振動給料機采用電磁振動給料機控制裝置控制,螺旋給料機采用變頻器控制。
(3)新型配料控制系統的軟件
計算機軟件采用支持PROFIBUS協議的標準計算機監控軟件,確保計算機與PLC之間的通訊順暢、可靠。計算機監控軟件可用美國GE公司的CI―MPLICITY或西門子公司的WinCC等。
計算機監控軟件除了設有配料控制主畫面外,還設有秤點管理、配料參數管理、配方管理、配料時序管理、參數校對、報表管理及故障報警等控制畫面,操作直觀、簡單。
計算機報表管理采用SQL Server和EXCEL,確保配料數據不可更改和便于統計管理。
PLC軟件采用西門子STEP 7編程,PLC控制軟件包括稱重模塊數據轉換、秤補料排料控制、配料時序控制、混合時序控制、各種故障檢測報警等。
觸摸屏軟件通過其專用軟件編程。觸摸屏具有配料過程所必須的操作界面及相應的控制功能。
西門子為SIWAREX稱重模塊提供專門的校秤軟件SIWATOOL。計算機與SIWAREX稱重模塊采用RS232通訊,通過計算機上的SIWATOOL軟件實現校稱。SIWATOOL校秤軟件使原本復雜的校稱過程變得簡單、直觀。
4 新型配料控制系統的特點
(1)系統可靠性高
系統硬件配置先進,計算機與PLC通訊順暢,決定了系統的高可靠性。
(2)配料精度高
由于稱重模塊測量精度高,同時PLC程序可根據秤的特殊要求進行編程,使其具有很高的配料精度。系統靜態精度為1/1 500(10~100 kg小秤的靜態精度為1/800),系統動態精度為1/800(10~100 kg小秤的動態精度為1/400)。特殊小秤的稱量精度可達到2g,能滿足玻璃工廠包括特種玻璃在內的各種配料的特殊要求。
(3)系統維護容易
硬件線路簡潔、中間環節少、硬件質量好使系統幾乎做到免維護。系統有各種故障的自診斷功能,故障點一目了然,方便迅速排除故障。西門子公司PLC的插拔式輸入輸出端子能方便更換PLC模塊。
(4)實現排料速度控制
根據工藝要求自動輸出4~2O mA控制信號,調節排料給料機的速度。
(5)系統結構靈活
比較多可控制24臺秤,滿足所有玻璃生產要求。1臺秤也可稱多種原料,降低了系統成本。
5 新型玻璃配料控制系統的應用
(1)總體應用
新型玻璃配料控制系統自2001年開發成功并應用于通遼玻璃廠浮法二線后,先后在9條浮法玻璃生產線、2條壓花玻璃生產線共11條國內外玻璃生產線中應用。系統可靠性、控制精度等各項指標滿足要求,得到了用戶的一致好評。其中南京圣韓浮法玻璃有限公司是在玻璃生產線正常生產的情況下用本新型玻璃配料控制系統取替原有配料控制系統,而且新的配料控制系統同時控制普通浮法玻璃、低鐵壓花玻璃2條料性完全不同的配料裝置。
(2)配料系統控制多條玻璃生產線配料
隨著我國玻璃工業的發展,有的玻璃企業由于種種原因需要用1套配料系統給多條玻璃生產線供料。如南京圣韓浮法玻璃有限公司,由于廠區場地的限制,1套配料系統要同時給浮法生產線和壓花生產線提供原料,而且很多秤2條線都要使用,但各自的配方不同。新型玻璃配料控制系統能把不同配料方式的配方、秤點、配料參數、工藝時序都保存在PLC內,當切換到另一種配料方式時,只要計算機切換到該配料畫面,各種配料參數在PLC內能自動切換。避免了傳統配料系統要不斷改變配方而造成的操作人員工作量增加、配方可能輸錯等缺點,大大提高了配料的可靠性。
(3)新舊配料控制系統在線切換
玻璃工廠的連續生產時間一般為5~8年。在這期間內,原料配料系統要不斷地向玻璃熔窯輸送合格原料。當舊的配料控制系統不能滿足正常生產要求時,由新配料控制系統在線替代而且不影響玻璃生產線正常生產已成為一種需要。新舊配料控制系統在線切換的關鍵是切換時間。必須在幾小時內完成系統切換,而且新系統能立即可靠工作,這樣的切換才是成功的。
新型玻璃配料控制系統可以在8 h內完成新舊配料控制系統切換。該系統已在河南振華玻璃廠浮法二線、南京圣韓浮法玻璃有限公司成功應用。能夠在這么短的時間內完成切換主要是因為該控制系統結構簡單,系統可靠,且有標準的校秤軟件使校秤工作大大簡化。
(4)特殊秤的控制
在生產鉆石玻璃等特征玻璃時,某些特殊原料在每副料上比較少時只需加1 g,即使是與其它原料混合后也只要配100 g。這就需要高精度的配料系統和特殊的控制軟件。
新型玻璃配料控制系統由于其測量精度高,控制精度高,而且秤的控制軟件由PLC直接編程,可以根據根據原料特性編制對應的控制策略,實現高精度控制。新型玻璃配料控制系統的實際精度可達到2 g,能滿足各種玻璃配料的要求。
6 結束語
通過5年來的實際應用,新型配料控制系統的控制技術已達到國外同行的先進水平,而整個控制系統的價格要大大低于國外同類系統,具有廣闊的市場前景。
新型玻璃配料控制系統是我們為玻璃生產線開發的,事實上該控制系統可以應用于建材、化工、食品等行業的配料生產線上。